

-
- 公司:
- 成都体能机电有限公司
-
- 联系:
- 王经理
-
- 手机:
-
18980826258
-
- 电话:
-
028-83014678
-
- 地址:
- 成都新都龙桥工业区


- 涂装生产线工艺时间有所偏差31阅读 2024-05-17 19:06:57
- 简单形状的工件无需高性能喷枪吗?34阅读 2024-05-17 19:06:25
- 喷枪出粉量越大工作效率就越高吗?31阅读 2024-05-17 19:05:45
- 涂装生产线具体步骤过程28阅读 2024-05-17 19:04:51
- 涂装生产线固化工序生产30阅读 2024-05-17 19:03:59

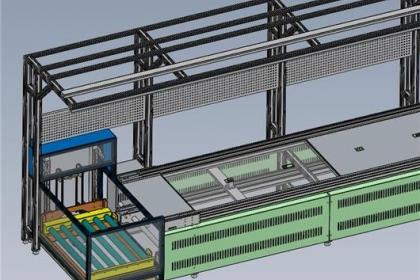
成都汽车线束装配线,实力彰显永恒
2024-05-18 02:00:01 161次浏览

价 格:面议
1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;
2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;
3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。
观察流水线上哪一站是瓶颈站:
(1)永远忙个不停的站;
(2)老是将板子往后拉的站;
(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。
上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。
瓶颈站的作业时间就变成了整条流水线实际产出的cycle时间, 而日产量公式如下:
日产量=实整日的上班时间/际cycle时间
故现场干部只要减少其作业时间, 就可明显提升产量, 如将零件拿一些给别站做、使用治工具以节省动作、改善作业域的配置等等。但在解决瓶颈站后, 可能会出现新的瓶颈站, 所以又要对此新的瓶颈站进行改善, 因此持续盯着瓶颈站改善, 整条流水线的效率就会日日提升。
1. 流水线的组织和划分: 双层流水线可以进一步划分成前端和后端两个流水段,前端负责指令译码和取指,后端负责执行指令操作,如算术运算、逻辑运算等。在流水线的组织中,需要考虑流水线寄存器的数量、宽度和存储结构等因素。2. 流水线的中断和异常处理: 流水线中可能出现各种中断和异常情况,比如缓存失效、指令无法执行等,需要对这些情况进行处理,保证程序的正确性和稳定性。在双层流水线中,需要考虑中断处理的优先级、异常处理流程等问题。3. 流水线的时序分析: 双层流水线中存在多个时序路径,需要对这些路径进行分析,以保证流水线的正常工作。时序分析还可以用来找出流水线中的瓶颈和性能瓶颈,以优化系统性能。4. 流水线的优化: 双层流水线中存在着多种优化手段,比如乱序执行、预测执行、数据旁路等,这些手段可以减少流水线的停顿周期,提高系统的吞吐量。在流水线的优化中,需要考虑优化的效果、复杂度和成本等因素。总之,双层流水线的设计需要综合考虑硬件结构、软件算法及系统性能等多种因素,是一个综合性较强的研究领域
从下面面可以看出流水线的特点:
1.需要模具。
2.整齐划一。
3.生产量大。
4.员工需要团结一致。
5.需要按照一定的程序。
以写对联来说。传统的对联是人用毛笔一笔一笔写出来的。而如果用流水生产线的话就简单了。只要有了模具,就可以批量生产了。
-
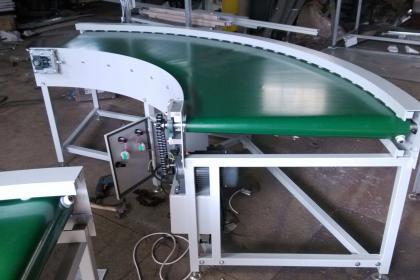
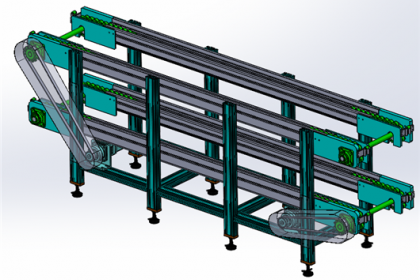
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:12:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:12:01 -
 电子设备互连与连接用加热方法在被焊金属件之间充填一层非铁金属实现连接。加热温度在 425℃以下,称为锡焊;在425℃以上,称为钎焊。锡焊是电气连接中应用早、广泛的连接方法。常用的焊料是锡铅合金。此外,还有铅基合金、铟基合金、添加锑、铋、镉、21-12-28 14:21:01
电子设备互连与连接用加热方法在被焊金属件之间充填一层非铁金属实现连接。加热温度在 425℃以下,称为锡焊;在425℃以上,称为钎焊。锡焊是电气连接中应用早、广泛的连接方法。常用的焊料是锡铅合金。此外,还有铅基合金、铟基合金、添加锑、铋、镉、21-12-28 14:21:01 -
 1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 20:45:01
1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 20:45:01 -
 成都体能机电有限公司以人为本,开拓创新,研制出合乎客户需求的工业自动化设备。敬业的体能人,始终以严要求、优品质、高服务为宗旨,以国际化、标准化、专业化为目标,热情为国内外客户提供服务!并期望能建立长期友好合作关系,让我们互助互勉一道创造更美23-11-15 17:21:01
成都体能机电有限公司以人为本,开拓创新,研制出合乎客户需求的工业自动化设备。敬业的体能人,始终以严要求、优品质、高服务为宗旨,以国际化、标准化、专业化为目标,热情为国内外客户提供服务!并期望能建立长期友好合作关系,让我们互助互勉一道创造更美23-11-15 17:21:01 -
 观察流水线最后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下: 效率 = 投入cycle时间/实际cycle时间 = 第一站的作业时间12-07-03 11:05:52
观察流水线最后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下: 效率 = 投入cycle时间/实际cycle时间 = 第一站的作业时间12-07-03 11:05:52 -
 流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作12-08-10 21:23:28
流水线作业者坐在位子上并不表示他有认真在工作, 所以最后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作12-08-10 21:23:28 -
 1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-16 03:03:01
1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-16 03:03:01 -
 电子设备互连与连接电子设备互连与连接电子设备互连与连接将接点金属加热到熔化温度,使之熔成一体而形成牢固的连接。熔焊方法有电阻焊、电弧焊、氩弧焊、电脉冲焊、储能焊、激光焊和电子束焊等。用热压焊、超声焊、热超声焊和金丝球焊等方法,使被连接的金属21-12-28 14:15:01
电子设备互连与连接电子设备互连与连接电子设备互连与连接将接点金属加热到熔化温度,使之熔成一体而形成牢固的连接。熔焊方法有电阻焊、电弧焊、氩弧焊、电脉冲焊、储能焊、激光焊和电子束焊等。用热压焊、超声焊、热超声焊和金丝球焊等方法,使被连接的金属21-12-28 14:15:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 18:00:02
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-15 18:00:02 -
 喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、21-12-02 09:24:01
喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、21-12-02 09:24:01 -
自动化装配线一般是由输送设备和专业设备构成的有机整体,是 基于机电、信息、影像、网络于一体的高度自动化装配生产线。在大部分流水线设备的制造过程中,通常首先进行的是各种零件的加工制造,接下来在进行产品的装配。这种生产形式不仅仅是在流水线加工行23-11-15 23:03:01
-
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:24:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-16 04:24:01 -
 成都体能机电有限公司是一家大型专业设计制造电子厂生产设备的公司,拥有一支集研发、制造、销售和管理人员为一体的精干队伍。公司产品包括各种电子产品流水线、电子联装设备、涂装设备相关辅助配套设备等,公司自成立以来,不断吸取国内外先进的技术经验,在23-11-15 22:57:01
成都体能机电有限公司是一家大型专业设计制造电子厂生产设备的公司,拥有一支集研发、制造、销售和管理人员为一体的精干队伍。公司产品包括各种电子产品流水线、电子联装设备、涂装设备相关辅助配套设备等,公司自成立以来,不断吸取国内外先进的技术经验,在23-11-15 22:57:01 -
 在实际生产中,将行程开关安装在预先安排的位置,当装于生产机械运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路切换。行程开关按其结构可以分为直动式、滚轮式,行程开关的触点动作,实现电路的切换。行程开关按其结构可以进行分为直动式、滚22-01-07 10:12:01
在实际生产中,将行程开关安装在预先安排的位置,当装于生产机械运动部件上的模块撞击行程开关时,行程开关的触点动作,实现电路切换。行程开关按其结构可以分为直动式、滚轮式,行程开关的触点动作,实现电路的切换。行程开关按其结构可以进行分为直动式、滚22-01-07 10:12:01 -
 涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:18:01
涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:18:01 -
 自动化装配线一般是由输送设备和专业设备构成的有机整体,是基于机电、信息、影像、网络于一体的高度自动化装配生产线。,各生产车间责任人,必须制订好相对阶段的维护保养方案,对于独立操作过程,大家务必进行基本查验,主要是清除、润化、定期维护拧紧。在23-11-15 20:51:01
自动化装配线一般是由输送设备和专业设备构成的有机整体,是基于机电、信息、影像、网络于一体的高度自动化装配生产线。,各生产车间责任人,必须制订好相对阶段的维护保养方案,对于独立操作过程,大家务必进行基本查验,主要是清除、润化、定期维护拧紧。在23-11-15 20:51:01 -
 观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成了整23-11-15 23:33:01
观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成了整23-11-15 23:33:01 -
 1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 17:27:01
1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流水生产线和自23-11-15 17:27:01 -
 涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:54:01
涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装效率高,经济,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂21-12-14 10:54:01 -
 1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。优化流水线站的23-11-16 02:24:01
1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。优化流水线站的23-11-16 02:24:01
被浏览过 5263702 次 版权所有:成都体能机电有限公司(ID:10253904) 技术支持:强帆
第13年
