

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王先生
-
- 手机:
-
13980892502
-
- 地址:
- 成都市


- 好的流水线在输送中有什么需要44阅读 2024-04-18 15:18:13
- 流水线的维护知识37阅读 2024-04-18 15:17:28
- 工作台设备厂家的生产方式和流水线分类35阅读 2024-04-18 15:16:43
- 流水线工作台的7步制作过程41阅读 2024-04-18 15:16:13
- 适合自己工作台选择的方法35阅读 2024-04-18 15:15:27

成都丝印烘干线出售,获得新老客户一致好评
2024-04-24 06:00:01 898次浏览

价 格:面议
红外线烘干线是一种利用红外线技术队炉内的产品和食品进行加温的设备,也是市面上比较常见的一种食品烘干线。传统的烘干线是采用燃煤和燃油当做燃料进行加热的。自能源危机以来,世界各国为提高能源使用效率与发展能源多元化,纷纷研发各种节约与替代能源技术。辐射加热法由于其特殊性被证实为有效率的加热与干燥技术之一,而被广泛地用于取代传统的热风式加热与干燥系统。
在电磁波谱中,波长介于红光和微波间的电磁辐射。在可见光的范围以外,波长比红光要长,有显著的热效应。红外线干燥技术正是利用其特有的热效应。红外线容易被物体吸收并且其有辐射、穿透力与电磁波对极性物质,如水分子有特别的亲和力的特点,深入物料内部,转化为物体的内能,使物体在极短的时间内获得干燥所需的热能,内外同时作用,更为有效,彻底地除去物料中的结合水,从而达到更为理想的干燥效果,由此大大提高干燥速度并提高产品质量的干燥技术。
丝网印刷烘干机适用于对印刷、产品表面喷涂、电子原件、热固胶、热固油墨、喷绘、打印以及服装印刷、印染、食品等干燥。为试验室或批量生产设计。该传送带系统带有安静变速马达,烘干机在不同负载下,速度调节驱动器保持传送带的速度均匀一致。传送带到灯泡高度可以调节,适用不同大小的产品烘干。
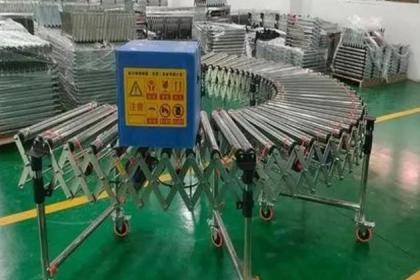
流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇、电灯、插座、工艺看板、置物台、24V电源、风批等,因此广受企业欢迎。流水线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的(强制式),也可以是非同步传输(柔性式),根据配置的选择,可以实现装配和输送的要求。输送线在企业的批量生产中不可或缺。
-
 成都双层流水线制造流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大18-09-06 00:12:34
成都双层流水线制造流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大18-09-06 00:12:34 -
 输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。在输送线的各入口处21-12-14 17:45:01
输送流水线主要是完成其物料的输送任务。在环绕库房、生产车间和包装车间的场地,设置有由许多皮带输送机、滚轮输送机等组成的一条条输送链,经首尾连接形成连续的输送线。在物料的入口处和出口处设有和路径叉口装置、升降机和地面输送线。在输送线的各入口处21-12-14 17:45:01 -
 皮带式流水线 特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。 差速输送流水线 特点:差速输送流水线采用倍19-07-23 17:52:01
皮带式流水线 特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。 差速输送流水线 特点:差速输送流水线采用倍19-07-23 17:52:01 -
 流水线又称为装配线,一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承18-10-12 20:13:07
流水线又称为装配线,一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承18-10-12 20:13:07 -
 观察流水线后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:效率=投入cycle时间/实际cycle时间=站的作业时间/后一站的作业时间当21-12-14 17:30:01
观察流水线后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:效率=投入cycle时间/实际cycle时间=站的作业时间/后一站的作业时间当21-12-14 17:30:01 -
 流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水19-07-23 17:16:01
流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水19-07-23 17:16:01 -
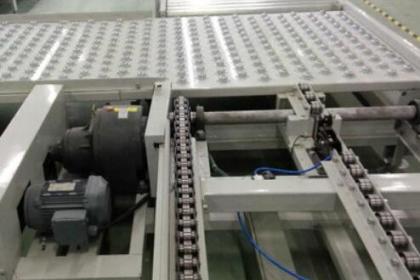
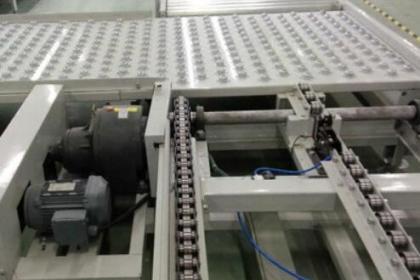
 设备特点:滚筒输送机之间易于衔接过渡,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,动力滚筒线考虑链条抗拉强度,长单线长度一般不超过10米。普遍的骨架型式有槽钢,L 型钢或平板成形的型式。以成形方式区分,可分为折21-12-24 10:51:01
设备特点:滚筒输送机之间易于衔接过渡,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,动力滚筒线考虑链条抗拉强度,长单线长度一般不超过10米。普遍的骨架型式有槽钢,L 型钢或平板成形的型式。以成形方式区分,可分为折21-12-24 10:51:01 -
 根据不同作业要求可选配飞机工作台或平行工作台,同时可配置照明、工艺看板(放置工艺流程图纸)、电源插座、气管接头等等,适用于电子行业多种产品的装配、检测、包装作业。我公司专注于电子产品流水线设计销售,欢迎来电咨询。皮带输送机使用特点:在各类电21-12-02 09:15:01
根据不同作业要求可选配飞机工作台或平行工作台,同时可配置照明、工艺看板(放置工艺流程图纸)、电源插座、气管接头等等,适用于电子行业多种产品的装配、检测、包装作业。我公司专注于电子产品流水线设计销售,欢迎来电咨询。皮带输送机使用特点:在各类电21-12-02 09:15:01 -
 涂装流水线属于小规格大批量自动化生产工艺形式,利用自动喷涂、低温快速固化、高速运行的生产流水线,选用漆膜干燥快、光泽高、鲜映度好,固色性能佳的聚氨脂PU涂料,大批量生产具有鲜艳外观,手感佳的瓶盖外壳件。今天小编来介绍一下涂装流水线的工艺设计21-11-22 11:00:01
涂装流水线属于小规格大批量自动化生产工艺形式,利用自动喷涂、低温快速固化、高速运行的生产流水线,选用漆膜干燥快、光泽高、鲜映度好,固色性能佳的聚氨脂PU涂料,大批量生产具有鲜艳外观,手感佳的瓶盖外壳件。今天小编来介绍一下涂装流水线的工艺设计21-11-22 11:00:01 -
 在各类电子产品生产过程中, 采用系统的、完整的输送系生产设备有着诸多优势,例如:1、由于这类生产设备都是系统性工程,在加工过程中的生产效率高,可以有效提高生产量;2、布局灵活,可以灵活根据生产车间的空间进行布局设备;3、使用方便,系统化的电23-10-24 16:18:01
在各类电子产品生产过程中, 采用系统的、完整的输送系生产设备有着诸多优势,例如:1、由于这类生产设备都是系统性工程,在加工过程中的生产效率高,可以有效提高生产量;2、布局灵活,可以灵活根据生产车间的空间进行布局设备;3、使用方便,系统化的电23-10-24 16:18:01 -
 汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 08:33:01
汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 08:33:01 -
 在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定19-07-23 16:34:01
在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定19-07-23 16:34:01 -
 所谓的“结构的工艺性”就是产品和零部件的结构使在输送流水线上采用**有效和**有经济工艺成为可能。只有产品的结构和工艺过程相对稳定不变,产品的设计才能够达到:结构的工艺性“。如果原有的产品结构和工艺过程不合于采用流水线,那么在生产规模扩大以19-07-23 15:32:01
所谓的“结构的工艺性”就是产品和零部件的结构使在输送流水线上采用**有效和**有经济工艺成为可能。只有产品的结构和工艺过程相对稳定不变,产品的设计才能够达到:结构的工艺性“。如果原有的产品结构和工艺过程不合于采用流水线,那么在生产规模扩大以19-07-23 15:32:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。优化23-10-24 10:57:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。优化23-10-24 10:57:01 -
 随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。线束厂的技术员23-10-24 12:45:01
随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。线束厂的技术员23-10-24 12:45:01 -
 设计自动化流水线、表面涂装、电子装联设备研究开发为中心,经过多年的发展,已经成为集非标自动化专机、自动化物流、表面涂装、电子装联设备的专业制造厂商。 产品广泛应用于3C产品、食品、烟草、汽车及其配件等行业。电子装联技术是包括从产品设计的可制21-12-02 09:51:01
设计自动化流水线、表面涂装、电子装联设备研究开发为中心,经过多年的发展,已经成为集非标自动化专机、自动化物流、表面涂装、电子装联设备的专业制造厂商。 产品广泛应用于3C产品、食品、烟草、汽车及其配件等行业。电子装联技术是包括从产品设计的可制21-12-02 09:51:01 -
 优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理21-12-14 18:18:01
优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理21-12-14 18:18:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。优23-10-24 14:12:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。优23-10-24 14:12:01 -
 主电源线例如发电机电枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负载的电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线23-10-24 18:09:01
主电源线例如发电机电枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负载的电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线23-10-24 18:09:01 -
 载热体一般分为热空气、烟道气等。载热体经干燥器以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。烘干线的工作原理一般是利用远红外对炉内进行加温,然后内部是又陶瓷和不锈钢制作21-12-14 17:45:01
载热体一般分为热空气、烟道气等。载热体经干燥器以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。烘干线的工作原理一般是利用远红外对炉内进行加温,然后内部是又陶瓷和不锈钢制作21-12-14 17:45:01
被浏览过 5065937 次 版权所有:成都鑫睿能机电设备有限公司(ID:9824896) 技术支持:强帆
第13年
