

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王先生
-
- 手机:
-
13980892502
-
- 地址:
- 成都市


- 好的流水线在输送中有什么需要44阅读 2024-04-18 15:18:13
- 流水线的维护知识37阅读 2024-04-18 15:17:28
- 工作台设备厂家的生产方式和流水线分类35阅读 2024-04-18 15:16:43
- 流水线工作台的7步制作过程40阅读 2024-04-18 15:16:13
- 适合自己工作台选择的方法35阅读 2024-04-18 15:15:27

成都升降滚筒线安装,让您省心安心
2024-04-23 08:00:02 986次浏览
价 格:面议
优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理的角度来看, 要确实要求站作业者依规定速度投入。
观察流水线后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:
效率=投入cycle时间/实际cycle时间=站的作业时间/后一站的作业时间
当然也可用瓶颈站的作业时间来算, 不过观察后一站总是较简单、实际。
在流水线上的在制品数量就等于:
(后一站的作业时间-站的作业时间)* (整日的上班时间/后一站的作业时间)
稼动率的观察
稼动率 = 在作业的时间 / 整日的上班时间
所谓稼动就是流水线上有效的工作, 作业者坐在位子上并不表示他有在工作, 有在工作才能做出产品来, 所以要观察作业者在作业的时间。但在实际上, 不可能全天对每个作业者进行测量, 所以有种工作抽查的手法来仿真测量, 其实说穿了就是不时去看作业者在做什么。
流水线作业者坐在位子上并不表示他有认真在工作, 所以后就是观察每一个作业者的作业速度, 速度是一个很抽象的概念, 光从目视很难来比较跟量化, 所以在心里建立起一个标准速度, 快过它就算好, 动作精简、固定而有节奏地进行, 往往有较好的作业速度, 反之不佳, 如此来观察就比较简单。
-
 流水线设备类产品是根据生产企业的产品、工艺等具体信息进行定制生产,这也是电子产品输送线能够应用于不同行业的一个重要因素。电子产品输送线可应用的行业有:电子玩具行业、机械电子行业、塑胶电子行业、航空电子行业等。除此之外,诸如仪器仪表、通讯电子23-10-24 12:18:01
流水线设备类产品是根据生产企业的产品、工艺等具体信息进行定制生产,这也是电子产品输送线能够应用于不同行业的一个重要因素。电子产品输送线可应用的行业有:电子玩具行业、机械电子行业、塑胶电子行业、航空电子行业等。除此之外,诸如仪器仪表、通讯电子23-10-24 12:18:01 -
 其原则如下:1.移动: 使物料自动到达所要的位置、缩短移动距离、减少需移动物品的重量、移动路径周围避免有东西会妨碍移动、让料盒斜置以缩短绕过边缘的距离等。2.握取: 料盒里的物料尽可能整齐排放, 不要杂乱堆积、不方便拿取的东西能先预留握取的23-10-24 14:18:01
其原则如下:1.移动: 使物料自动到达所要的位置、缩短移动距离、减少需移动物品的重量、移动路径周围避免有东西会妨碍移动、让料盒斜置以缩短绕过边缘的距离等。2.握取: 料盒里的物料尽可能整齐排放, 不要杂乱堆积、不方便拿取的东西能先预留握取的23-10-24 14:18:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。18-10-12 18:55:42
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。18-10-12 18:55:42 -
 喷粉系统 粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。 烘炉 烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标19-07-23 16:54:01
喷粉系统 粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。 烘炉 烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标19-07-23 16:54:01 -
 优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理21-12-14 18:39:01
优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理21-12-14 18:39:01 -
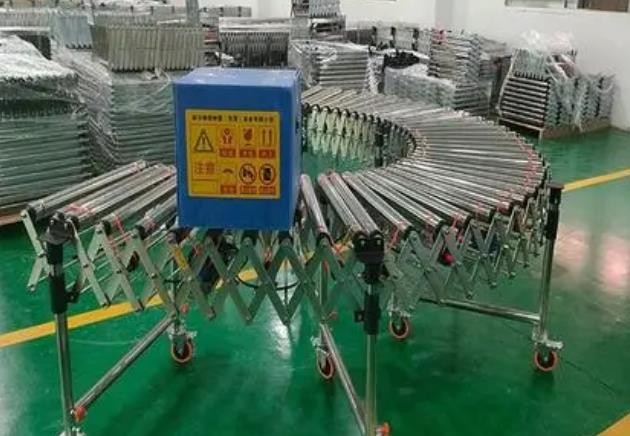
 可采用积放滚筒实现物料的堆积输送。滚筒输送机结构简单,可靠性高,使用维护方便。滚筒输送机适用于底部是平面的物品输送,主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。结构形式:从21-12-24 09:21:01
可采用积放滚筒实现物料的堆积输送。滚筒输送机结构简单,可靠性高,使用维护方便。滚筒输送机适用于底部是平面的物品输送,主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。结构形式:从21-12-24 09:21:01 -
 载热体一般分为热空气、烟道气等。载热体经干燥器以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。烘干线的工作原理一般是利用远红外对炉内进行加温,然后内部是又陶瓷和不锈钢制作21-12-14 17:21:01
载热体一般分为热空气、烟道气等。载热体经干燥器以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。烘干线的工作原理一般是利用远红外对炉内进行加温,然后内部是又陶瓷和不锈钢制作21-12-14 17:21:01 -
流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇、电灯、插座、工艺看板、置物台、24V电源、风批等,因此广受企业欢迎。流水线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、23-10-24 13:03:02
-
 启动电动机的方法: 先接通电源,此时三盏电源指示灯全部都会亮,证明三相电源已经到配电箱。此时可以按一下电机开的蓝色按钮,就可启动电机,假如不能启动,可以打开配电箱门,看一下****排的第二个DZ108开关,是否是红的长,蓝的短。如果不是19-07-23 15:48:01
启动电动机的方法: 先接通电源,此时三盏电源指示灯全部都会亮,证明三相电源已经到配电箱。此时可以按一下电机开的蓝色按钮,就可启动电机,假如不能启动,可以打开配电箱门,看一下****排的第二个DZ108开关,是否是红的长,蓝的短。如果不是19-07-23 15:48:01 -
 无动力滚筒由以下及部分组成:1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作;2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制;3、端盖 一般由碳钢制作。直径小的载重量不大的可以采用冲18-08-28 16:31:47
无动力滚筒由以下及部分组成:1、筒体 一般由圆管制作。常用的有钢管、塑料管,高精度和高强度的可以用圆钢制作;2、内轴 一般由圆钢制作。直径小的可以用冷拉圆钢,直径大的精度高的可以车制;3、端盖 一般由碳钢制作。直径小的载重量不大的可以采用冲18-08-28 16:31:47 -
 在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以保证工作地正常的负荷。同样零部件或者产品的生产规模是决定是否采用自动流水线的重要的条件。流水19-07-23 16:38:01
在组织的输送流水线之前,要认真进行技术、经济分析,以便正确选择和确定输送线的生产的加工对象和具体的形式。 由于零部件和产品的产量会比较的大,足以保证工作地正常的负荷。同样零部件或者产品的生产规模是决定是否采用自动流水线的重要的条件。流水19-07-23 16:38:01 -
 喷漆房原理及结构:整个喷烤房为拼装式结构,房体采用子母插式保温喷塑墙板,密封、保温性能好,铝合金包边大门,门中间装有观察窗,可随时观察房内动态;房体侧面装有工作门,方便工作人员进出,优良的不锈钢热交换器,换热效率高,使用寿命长;选用进口过滤21-11-22 08:39:01
喷漆房原理及结构:整个喷烤房为拼装式结构,房体采用子母插式保温喷塑墙板,密封、保温性能好,铝合金包边大门,门中间装有观察窗,可随时观察房内动态;房体侧面装有工作门,方便工作人员进出,优良的不锈钢热交换器,换热效率高,使用寿命长;选用进口过滤21-11-22 08:39:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水21-12-24 09:36:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水21-12-24 09:36:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 08:45:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 08:45:01 -
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 12:27:01
-
 汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游23-10-24 14:24:01
汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游23-10-24 14:24:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 15:51:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 15:51:01 -
 汽车线束是汽车电路的网络主体,连接汽车的电气电子部件并使之发挥功能,没有线束也就不存在汽车电路。在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电信号,也要保证连接23-10-24 12:57:01
汽车线束是汽车电路的网络主体,连接汽车的电气电子部件并使之发挥功能,没有线束也就不存在汽车电路。在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电信号,也要保证连接23-10-24 12:57:01 -
 喷漆房原理及结构:整个喷烤房为拼装式结构,房体采用子母插式保温喷塑墙板,密封、保温性能好,铝合金包边大门,门中间装有观察窗,可随时观察房内动态;房体侧面装有工作门,方便工作人员进出,优良的不锈钢热交换器,换热效率高,使用寿命长;选用进口过滤21-11-22 09:51:01
喷漆房原理及结构:整个喷烤房为拼装式结构,房体采用子母插式保温喷塑墙板,密封、保温性能好,铝合金包边大门,门中间装有观察窗,可随时观察房内动态;房体侧面装有工作门,方便工作人员进出,优良的不锈钢热交换器,换热效率高,使用寿命长;选用进口过滤21-11-22 09:51:01 -
 流通循环的空气能达到的效果不仅是使物体受热均匀,还能够将物体四周的水蒸气一并带走。所以,一旦我们增加了烘干房里的空气流通速度,产生的结果不仅仅是空气吸收蒸发水分的能力提高了,还有及时带走物体四周充斥的水蒸气。但是这也有个度,一般来讲,根据研21-11-22 10:24:01
流通循环的空气能达到的效果不仅是使物体受热均匀,还能够将物体四周的水蒸气一并带走。所以,一旦我们增加了烘干房里的空气流通速度,产生的结果不仅仅是空气吸收蒸发水分的能力提高了,还有及时带走物体四周充斥的水蒸气。但是这也有个度,一般来讲,根据研21-11-22 10:24:01
被浏览过 5061985 次 版权所有:成都鑫睿能机电设备有限公司(ID:9824896) 技术支持:强帆
第13年
