

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王先生
-
- 手机:
-
13980892502
-
- 地址:
- 成都市


- 差速输送流水线的介绍41阅读 2024-05-10 17:29:05
- 滚筒式流水线的功能44阅读 2024-05-10 17:28:43
- 皮带式流水线的特点37阅读 2024-05-10 17:28:22
- 流水线的特征有哪些34阅读 2024-05-10 17:27:58
- 生产流水线有几种分类?28阅读 2024-05-10 17:27:37

成都电子联装设备加工厂,享受高品质服务
2024-05-12 12:00:01 1008次浏览

价 格:面议
电子装联工艺与设备的发展趋势
目前,现代电子装联的发展目标主要是朝着高性能、微型化、薄型化的方向发展,传统安装方式是采用基板(PCBA、FPC,铝基板、复合基板等)与电子元器件分别制作并采用SMT技术进行组装,显然已经不能满足现代电子装联工艺技术发展的要求。电子装联技术发展的方向正由SMT转变为后SMT时代。
互连型式电子设备的互连有分立导线互连、线缆互连、印制导体互连、厚膜导体互连、薄膜导体互连等几种型式。
早期电子设备的组装采用分立导线互连。现代,分立导线互连仅用于高电压、大电流及芯片载体(基板)内引线互连和其他特殊场合。
用线扎、电缆、扁平电缆、同轴电缆和挠性印制电缆等进行互连,主要用于分机、机柜或印制板之间的互连,以及高电压、大电流、高频率或需拆卸连接的场合。
用印制线路板技术进行单面、双面和多层布线互连。这种连接方法的互连密度高,一致性好,生产率高。其体积、重量比前两种小得多。这是现代电子设备使用得多的一种互连方法。
用厚膜技术进行单层或多层布线互连。其组装互连密度和可靠性比印制板高,体积、重量更小,高频性能更好(见微电子组装)。
用薄膜技术进行单层或多层布线互连,其组装互连密度。集成电路和薄膜混合电路均采用这种连接方法,它适用于小面积基板的互连。80年代初,超大规模和超高速集成电路的线宽和间隔已达1~1.25微米。
连接型式电子设备中元件、器件和机电元件的连接主要包括经常开合和可拆连接、机械压力连接、焊接、键合等型式。
经常开合连接如继电器、开关的接点。可拆连接属于持续连接,但又是便于拆装的连接,如各种连接器。
用热压焊、超声焊、热超声焊和金丝球焊等方法,使被连接的金属表面在温度(远低于熔化温度)、压力或超声振动能的作用下,彼此紧靠,使界面分子间相互扩散和吸引,从而形成牢固连接。晶体管、集成电路、薄膜电路、厚膜电路以及载体、载带等,均采用键合连接方法。
电子整机装联设备主要包括有表面贴装印刷设备、插件(片)机、贴片机、波峰焊设备、回流焊设备、AOI检测设备、编带设备以及屏蔽设备等。这些设备在各自分工合作之下,便可以使得电子产品实现小型化、轻量化制造。
-
 主电源线例如发电机电枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负载的电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线23-10-24 10:33:01
主电源线例如发电机电枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负载的电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线23-10-24 10:33:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承21-12-24 08:57:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承21-12-24 08:57:01 -
 由于长度关系或装配方便等原因,一些汽车的线束分成车头线束(包括仪表、发动机、前灯光总成、空调、蓄电池)、车尾线束(尾灯总成、牌照灯、行李箱灯)、篷顶线束(车门、顶灯、音响喇叭)等。线束上各端头都会打上标志数字和字母,以标明导线的连接对象,操23-10-24 17:27:02
由于长度关系或装配方便等原因,一些汽车的线束分成车头线束(包括仪表、发动机、前灯光总成、空调、蓄电池)、车尾线束(尾灯总成、牌照灯、行李箱灯)、篷顶线束(车门、顶灯、音响喇叭)等。线束上各端头都会打上标志数字和字母,以标明导线的连接对象,操23-10-24 17:27:02 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 11:33:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 11:33:01 -
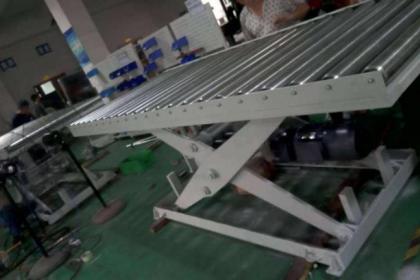
 滚筒输送机之间易于衔接过渡,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统。滚筒输送机适用于底部是平面的物品输送,主要由传动滚筒、机架、支架、驱动装置等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。机21-12-24 09:12:01
滚筒输送机之间易于衔接过渡,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统。滚筒输送机适用于底部是平面的物品输送,主要由传动滚筒、机架、支架、驱动装置等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。机21-12-24 09:12:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。皮23-10-24 11:51:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。皮23-10-24 11:51:01 -
 成都流水线专业提供,流水线又称为装配线,一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线18-12-11 19:28:19
成都流水线专业提供,流水线又称为装配线,一种工业上的生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线18-12-11 19:28:19 -
 流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流21-12-14 18:36:01
流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流21-12-14 18:36:01 -
 滚筒转弯机,又称转弯滚筒输送机,滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。机架材质:碳钢喷塑,不锈钢,铝型材。动力方式:减速电机驱动,电动滚筒驱21-12-24 10:39:01
滚筒转弯机,又称转弯滚筒输送机,滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。机架材质:碳钢喷塑,不锈钢,铝型材。动力方式:减速电机驱动,电动滚筒驱21-12-24 10:39:01 -
 流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两23-10-24 09:24:01
流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两23-10-24 09:24:01 -
 主电源线例如发电机电枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负载的电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线23-10-24 11:09:01
主电源线例如发电机电枢线、搭铁线等要求2.5至4平方毫米电线。这只是指一般汽车而言,关键要看负载的电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线23-10-24 11:09:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-10-24 16:48:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-10-24 16:48:01 -
 汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 14:27:01
汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 14:27:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。18-12-19 16:44:40
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。18-12-19 16:44:40 -
 滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。转弯滚筒输送机的主要材质:碳钢、不锈钢、铝材、PVC、塑钢。转弯滚筒输送的驱动方式有:减速电机驱动、电21-12-24 09:03:01
滚筒输送机之间易于衔接过滤,可用多条滚筒线及其它输送设备或专机组成复杂的物流输送系统以及分流合流系统,完成多方面的工艺需要,应用非常广泛。转弯滚筒输送机的主要材质:碳钢、不锈钢、铝材、PVC、塑钢。转弯滚筒输送的驱动方式有:减速电机驱动、电21-12-24 09:03:01 -
 如果说觉得机的成本太大,还有一种平价的替代方式。我们可以安装一些通风管来给烘干房,这样成本就会直线下降。但是,也有许多缺陷,比如说通风管排湿气的量肯定不彻底,只能进行一些粗糙的排放。另外,重要的是,它只能进行单纯的排放,而无法像机一样控制住21-11-22 11:03:01
如果说觉得机的成本太大,还有一种平价的替代方式。我们可以安装一些通风管来给烘干房,这样成本就会直线下降。但是,也有许多缺陷,比如说通风管排湿气的量肯定不彻底,只能进行一些粗糙的排放。另外,重要的是,它只能进行单纯的排放,而无法像机一样控制住21-11-22 11:03:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 17:15:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-10-24 17:15:01 -
 汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游23-10-24 13:48:02
汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游23-10-24 13:48:02 -
 流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水19-07-23 15:34:02
流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水19-07-23 15:34:02 -
 前处理设备 喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,19-07-23 16:08:01
前处理设备 喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,19-07-23 16:08:01
被浏览过 5124660 次 版权所有:成都鑫睿能机电设备有限公司(ID:9824896) 技术支持:强帆
第13年
