

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王先生
-
- 手机:
-
13980892502
-
- 地址:
- 成都市


- 好的流水线在输送中有什么需要34阅读 2024-04-18 15:18:13
- 流水线的维护知识27阅读 2024-04-18 15:17:28
- 工作台设备厂家的生产方式和流水线分类26阅读 2024-04-18 15:16:43
- 流水线工作台的7步制作过程31阅读 2024-04-18 15:16:13
- 适合自己工作台选择的方法25阅读 2024-04-18 15:15:27

成都涂装设备,服务质量双保证
2024-04-14 07:00:01 997次浏览

价 格:面议
涂装流水线属于小规格大批量自动化生产工艺形式,利用自动喷涂、低温快速固化、高速运行的生产流水线,选用漆膜干燥快、光泽高、鲜映度好,固色性能佳的聚氨脂PU涂料,大批量生产具有鲜艳外观,手感佳的瓶盖外壳件。今天小编来介绍一下涂装流水线的工艺设计。 1、处理方式 工件处理方式,是指工件以何种方式与槽液接触达到化学预处理之目的,包括全浸泡式、全喷淋式、喷淋浸泡组合式、刷涂式等。它主要取决于工件的几何尺寸及形状、场地面积、投资规模、生产量等因素的影响。例如几何尺寸复杂的工件,不适合于喷淋方式;油箱、油桶类工件在液体中不易沉入,因而不适合于浸泡方式。 2、处理温度 从节省能源、改善劳动环境、降低生产成本、化学反应速度、处理时间和生产速度要求出发,在涂装流水线生产应用中普遍采用的是低温或中温前处理工艺。 3、处理时间 处理方式、处理温度一旦选定,处理时间应根据工件的油污、锈蚀程度来定。一般可参考前处理药剂使用说明书的处理时间要求。 4、工艺流程 根据工件油污、锈蚀程度以及底漆要求,分为不同的工艺流程。 5、几点注意事项 在工艺设计中有些小地方应该十分注意,即使有些是与设备设计有关的,如果考虑不周,将会对生产线的运行及工人操作产生很多不利的影响,如工序间隔时间,溢流水洗,磷化除渣,工件的工艺孔,槽体及加热管材料等。
在涂装生产线前处理工段或车间,要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。
订购涂装流水线设备时,应该提供哪些资料及参数? 1、整机产品折合工件规格:长、宽、高、重量; 2、产品原材料名称、材料厚度、吊挂方式; 3、年产量、年工作日、日工作小时为多少? 4、表面有无油污; 5、表面有无锈蚀; 6、拟采用之涂装工艺为喷粉、喷漆或浸漆、阴极电泳、阳极电泳等; 7、工件需喷何种颜色、换色周期、漆膜厚度及涂料种类; 8、生产形式:自动式/间歇式; 9、拟配给涂装能源概况:电力(KW)、蒸汽(T/h)、自来水(T/h)、压缩空气(M3/min)、热能为燃油或燃气形式; 10、厂房可使用实际面积及有效高度。
悬挂输送链 悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在专用挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。该积放式悬输机,具有造价低(约为国内同类产品的1/3)、承重大、节省场地等优点。涂装流水线主要由前处理设备、喷漆设备、热源系统、悬挂输送链等几部分组成。
-
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-10-24 14:03:02
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。流水23-10-24 14:03:02 -
 一般根据物料搬运系统的要求、物料装卸地点的各种条件、有关的生产工艺过程和物料的特性等来确定各主要参数。输送能力:输送机的输送能力是指单位时间内输送的物料量。在输送散状物料时,以每小时输送物料的质量或体积计算;在输送成件物品时,以每小时输送的21-12-14 16:15:01
一般根据物料搬运系统的要求、物料装卸地点的各种条件、有关的生产工艺过程和物料的特性等来确定各主要参数。输送能力:输送机的输送能力是指单位时间内输送的物料量。在输送散状物料时,以每小时输送物料的质量或体积计算;在输送成件物品时,以每小时输送的21-12-14 16:15:01 -
 成都双层流水线制造流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大18-10-12 18:49:02
成都双层流水线制造流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大18-10-12 18:49:02 -
优化流水线站的作业时间, 及多久放一片板子, 此为满足生产计划量所必须的投入cycle时间。但在实际上,瓶颈站的作业时间必然大于站, 站一定不是瓶颈站, 所以站不一定会完全依要求的cycle时间去投入, 因为瓶颈站已拖慢他的速度, 故从管理23-10-24 12:54:01
-
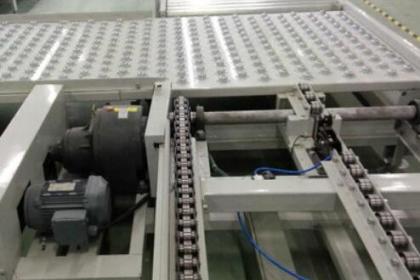
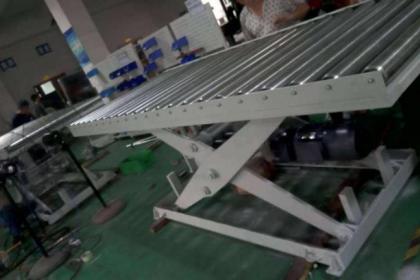
 可采用积放滚筒实现物料的堆积输送。滚筒输送机结构简单,可靠性高,使用维护方便。滚筒输送机适用于底部是平面的物品输送,主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。因加工形状的21-12-24 11:03:01
可采用积放滚筒实现物料的堆积输送。滚筒输送机结构简单,可靠性高,使用维护方便。滚筒输送机适用于底部是平面的物品输送,主要由传动滚筒、机架、支架、驱动部等部分组成。具有输送量大,速度快,运转轻快,能够实现多品种共线分流输送的特点。因加工形状的21-12-24 11:03:01 -
 随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。主电源线例如发23-10-24 17:45:01
随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。主电源线例如发23-10-24 17:45:01 -
 涂装流水线设备适用于工件表面的喷漆、喷塑处理,多用于单件或小批量工件的涂装作业,配合悬挂输送机、电轨小车、地面输送机等运送机械形成运输作业。工程工艺布置:1、喷塑线:上输送链——喷塑——烘干(10min、180℃-220℃)——冷却——下件19-07-23 16:04:02
涂装流水线设备适用于工件表面的喷漆、喷塑处理,多用于单件或小批量工件的涂装作业,配合悬挂输送机、电轨小车、地面输送机等运送机械形成运输作业。工程工艺布置:1、喷塑线:上输送链——喷塑——烘干(10min、180℃-220℃)——冷却——下件19-07-23 16:04:02 -
 电泳涂漆: 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷之涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显21-12-02 10:42:01
电泳涂漆: 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷之涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显21-12-02 10:42:01 -
 在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距23-10-24 15:00:01
在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距23-10-24 15:00:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。优化23-10-24 10:39:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。优化23-10-24 10:39:01 -
 在各类电子产品生产过程中, 采用系统的、完整的输送系生产设备有着诸多优势,例如:1、由于这类生产设备都是系统性工程,在加工过程中的生产效率高,可以有效提高生产量;2、布局灵活,可以灵活根据生产车间的空间进行布局设备;3、使用方便,系统化的电23-10-24 17:36:02
在各类电子产品生产过程中, 采用系统的、完整的输送系生产设备有着诸多优势,例如:1、由于这类生产设备都是系统性工程,在加工过程中的生产效率高,可以有效提高生产量;2、布局灵活,可以灵活根据生产车间的空间进行布局设备;3、使用方便,系统化的电23-10-24 17:36:02 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。其23-10-24 12:24:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。其23-10-24 12:24:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承21-12-14 16:42:01
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承21-12-14 16:42:01 -
流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流21-12-14 18:36:01
-
 电子装联过程零部件种类众多,规格多样,装联精密程度高,其中锡焊装联作为重要的装联环节之一,且该过程不可逆转,因此锡焊装联专用设备的质量和稳定性是确保装联生产线正常运行、提高电子产品合格率、均一性和控制制造成本的关键。电子装联技术是工艺工作的21-12-02 10:45:01
电子装联过程零部件种类众多,规格多样,装联精密程度高,其中锡焊装联作为重要的装联环节之一,且该过程不可逆转,因此锡焊装联专用设备的质量和稳定性是确保装联生产线正常运行、提高电子产品合格率、均一性和控制制造成本的关键。电子装联技术是工艺工作的21-12-02 10:45:01 -
 皮带式流水线 特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。 差速输送流水线 特点:差速输送流水线采用倍19-07-23 17:36:01
皮带式流水线 特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。 差速输送流水线 特点:差速输送流水线采用倍19-07-23 17:36:01 -
 设计自动化流水线、表面涂装、电子装联设备研究开发为中心,经过多年的发展,已经成为集非标自动化专机、自动化物流、表面涂装、电子装联设备的专业制造厂商。 产品广泛应用于3C产品、食品、烟草、汽车及其配件等行业。电子设备是指由集成电路、晶体管、电21-12-02 10:21:02
设计自动化流水线、表面涂装、电子装联设备研究开发为中心,经过多年的发展,已经成为集非标自动化专机、自动化物流、表面涂装、电子装联设备的专业制造厂商。 产品广泛应用于3C产品、食品、烟草、汽车及其配件等行业。电子设备是指由集成电路、晶体管、电21-12-02 10:21:02 -
 输送速度:提高输送速度可以提高输送能力。在以输送带作牵引件且输送长度较大时,输送速度日趋增大。但高速运转的带式输送机需注意振动、噪声和启动、制动等问题。对于以链条作为牵引件的输送机,输送速度不宜过大,以防止增大动力载荷。同时进行工艺操作的输21-12-14 16:12:01
输送速度:提高输送速度可以提高输送能力。在以输送带作牵引件且输送长度较大时,输送速度日趋增大。但高速运转的带式输送机需注意振动、噪声和启动、制动等问题。对于以链条作为牵引件的输送机,输送速度不宜过大,以防止增大动力载荷。同时进行工艺操作的输21-12-14 16:12:01 -
 随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。线束用机织线或23-10-24 18:15:01
随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。线束用机织线或23-10-24 18:15:01 -
 汽车电线又称低压电线,它与普通家用电线是不一样的。普通家用电线是铜质单蕊电线,有一定硬度。而汽车电线都是铜质多蕊软线,有些软线细如毛发,几条乃至几十条软铜线包裹在塑料绝缘管(聚氯乙烯)内,柔软而不容易折断。由于汽车行业的特殊性,汽车线束的制23-10-24 15:33:02
汽车电线又称低压电线,它与普通家用电线是不一样的。普通家用电线是铜质单蕊电线,有一定硬度。而汽车电线都是铜质多蕊软线,有些软线细如毛发,几条乃至几十条软铜线包裹在塑料绝缘管(聚氯乙烯)内,柔软而不容易折断。由于汽车行业的特殊性,汽车线束的制23-10-24 15:33:02
被浏览过 5044429 次 版权所有:成都鑫睿能机电设备有限公司(ID:9824896) 技术支持:强帆
第13年
