

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王先生
-
- 手机:
-
13980892502
-
- 地址:
- 成都市


- 好的流水线在输送中有什么需要63阅读 2024-04-18 15:18:13
- 流水线的维护知识52阅读 2024-04-18 15:17:28
- 工作台设备厂家的生产方式和流水线分类53阅读 2024-04-18 15:16:43
- 流水线工作台的7步制作过程57阅读 2024-04-18 15:16:13
- 适合自己工作台选择的方法51阅读 2024-04-18 15:15:27

成都电子产品流水线加工厂,设计要合理
2024-04-24 10:00:01 1161次浏览

价 格:面议
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。
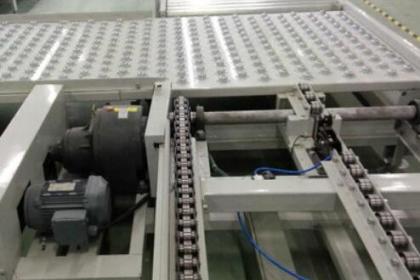
按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、涨紧装置、改向装置和支承件等组成。
(根据上述资料可以明确看出韦奇伍德的这种工作方法已经完全可以定义成为“流水线”。另一说是亨利·福特发明了流水线装配工艺,这一点显然是不准确的,因为亨利·福特出生于1863年,比韦奇伍德所生活的年代晚了九十多年)
流水线设备知识专题为您提供专业的流水线设备,生产线设备,装配线设备相关的概念和知识,以及流水线相关的设备,诸如输送设备,输送带等设备的概念和操作方法,方便你正确的使用和保养流水线设备。
倍速、差速链流水线特点:
1. 链式流水线是以链条作为牵引和承载体输送物料,链条可以采用普通的套筒滚子输送链,也可采用其它各种特种链条;
2. 输送能力大,可承载较大的载荷;
3. 输送速度准确稳定,能保证的同步输送;
4. 易于实现积放输送,可用做装配生产线或作为物料的储存输送;
5. 可在各种恶劣的环境(高温、粉尘)下工作,性能可靠;
A、采用特制铝型材制作,易于安装;
B、结构美观,实用噪音低;
C、多功能,自动化程度高。
板链式装配流水线
特点:承载的产品比较重,和生产线同步运行,可以实现产品的爬坡;生产的节拍不是很快;以链板面作为承载,可以实现产品的平稳输送。
滚筒式流水线
特点:承载的产品类型广泛,所受限制少;与阻挡器配合使用,可以实现产品的连续、节拍运行以及积放的功能;采用顶升平移装置,可以实现产品的离线返修或检测而不影响整个流水线的运行。
皮带式流水线
特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。
差速输送流水线
特点:差速输送流水线采用倍速链牵引,工装板可以自由传送,采用阻挡器定位使工件自由运动或停止,工件在两端可以自动顶升,横移过渡。还可以在线体上或线体旁安装旋转(90度、180度。。。)、专机、检测设备、机械手等装置。
-
 输送设备是一种摩擦驱动以连续方式运输物料的机械。应用它,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流18-08-20 15:31:24
输送设备是一种摩擦驱动以连续方式运输物料的机械。应用它,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流18-08-20 15:31:24 -
 电子装联过程零部件种类众多,规格多样,装联精密程度高,其中锡焊装联作为重要的装联环节之一,且该过程不可逆转,因此锡焊装联专用设备的质量和稳定性是确保装联生产线正常运行、提高电子产品合格率、均一性和控制制造成本的关键。电子装联技术是工艺工作的21-12-02 09:18:01
电子装联过程零部件种类众多,规格多样,装联精密程度高,其中锡焊装联作为重要的装联环节之一,且该过程不可逆转,因此锡焊装联专用设备的质量和稳定性是确保装联生产线正常运行、提高电子产品合格率、均一性和控制制造成本的关键。电子装联技术是工艺工作的21-12-02 09:18:01 -
 静电喷塑工艺与传统的喷漆工艺相比较,具有的显着优势,不需稀料,施工对环境无污染,对人体害。因此在我们日常加工中存在有良好的使用,那么下面就让小编为大家介绍一下关于设备的加工能力吧。 1、提高喷涂死角的能力,以适应某一种特别难喷的工件。 2、21-11-22 08:45:02
静电喷塑工艺与传统的喷漆工艺相比较,具有的显着优势,不需稀料,施工对环境无污染,对人体害。因此在我们日常加工中存在有良好的使用,那么下面就让小编为大家介绍一下关于设备的加工能力吧。 1、提高喷涂死角的能力,以适应某一种特别难喷的工件。 2、21-11-22 08:45:02 -
 电子装联过程零部件种类众多,规格多样,装联精密程度高,其中锡焊装联作为重要的装联环节之一,且该过程不可逆转,因此锡焊装联专用设备的质量和稳定性是确保装联生产线正常运行、提高电子产品合格率、均一性和控制制造成本的关键。在现代电子产品的设计、开21-12-02 11:09:02
电子装联过程零部件种类众多,规格多样,装联精密程度高,其中锡焊装联作为重要的装联环节之一,且该过程不可逆转,因此锡焊装联专用设备的质量和稳定性是确保装联生产线正常运行、提高电子产品合格率、均一性和控制制造成本的关键。在现代电子产品的设计、开21-12-02 11:09:02 -
 输送流水线是生产中应用于物料、产品输送的流水线设备统称。输送流水线在现代工业生产中发挥着重要作用,在食品、电子产品包装、化工、家电组装、汽车制造等行业都有应用。输送流水线是指在一定的线路上连续输送物料的物料搬运机械,又称流水线。输送流水线可21-12-14 18:00:01
输送流水线是生产中应用于物料、产品输送的流水线设备统称。输送流水线在现代工业生产中发挥着重要作用,在食品、电子产品包装、化工、家电组装、汽车制造等行业都有应用。输送流水线是指在一定的线路上连续输送物料的物料搬运机械,又称流水线。输送流水线可21-12-14 18:00:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。观23-10-24 18:24:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。观23-10-24 18:24:01 -
 辐射加热法中包括红外线、紫外线、微波和镭射灯,其中红外线是方便也是常用的,红外线隧道炉的工作原理基本是利用红外线电磁辐射热传原理。以直接方式传热而达到加热干燥物体的目的,从而避免加热热传媒体导致的能量损失,有益能源节约,同时红外线因有产生容21-12-14 16:24:01
辐射加热法中包括红外线、紫外线、微波和镭射灯,其中红外线是方便也是常用的,红外线隧道炉的工作原理基本是利用红外线电磁辐射热传原理。以直接方式传热而达到加热干燥物体的目的,从而避免加热热传媒体导致的能量损失,有益能源节约,同时红外线因有产生容21-12-14 16:24:01 -
 随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。主电源线例如发23-10-24 12:24:01
随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置大大减少了导线及联插件数目,使布线更为简易。主电源线例如发23-10-24 12:24:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。观察23-10-24 17:09:01
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。观察23-10-24 17:09:01 -
 线束厂的技术员根据线束图做成线束排线板后,工人就按照排线板的规定来截线排线了。整车主线束一般分成发动机(点火、电喷、发电、起动)、仪表、照明、空调、辅助电器等部分,有主线束及分支线束。一条整车主线束有多条分支线束,就好像树杆与树枝一样。整车23-10-24 18:06:02
线束厂的技术员根据线束图做成线束排线板后,工人就按照排线板的规定来截线排线了。整车主线束一般分成发动机(点火、电喷、发电、起动)、仪表、照明、空调、辅助电器等部分,有主线束及分支线束。一条整车主线束有多条分支线束,就好像树杆与树枝一样。整车23-10-24 18:06:02 -
 汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 12:15:01
汽车线束内的电线常用规格有标称截面积0.5、0.75、1.0、1.5、2.0、2.5、4.0、6.0等平方毫米的电线(日系车中常用的标称截面积为0.5、0.85、1.25、2.0、2.5、4.0、6.0等平方毫米),它们各自都有允许负载电流23-10-24 12:15:01 -
 电子产品流水线供应,流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线21-12-02 11:06:01
电子产品流水线供应,流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线21-12-02 11:06:01 -
 输送流水线是生产中应用于物料、产品输送的流水线设备统称。输送流水线在现代工业生产中发挥着重要作用,在食品、电子产品包装、化工、家电组装、汽车制造等行业都有应用。输送流水线是指在一定的线路上连续输送物料的物料搬运机械,又称流水线。输送流水线可21-12-14 18:09:01
输送流水线是生产中应用于物料、产品输送的流水线设备统称。输送流水线在现代工业生产中发挥着重要作用,在食品、电子产品包装、化工、家电组装、汽车制造等行业都有应用。输送流水线是指在一定的线路上连续输送物料的物料搬运机械,又称流水线。输送流水线可21-12-14 18:09:01 -
 无动力滚筒输送机是一种应用于自动化总装生产线的输送设备。其机械部分主要由机架、滚筒及导护边等几部分组成。根据产品工艺要求,人工推动传递,以完成需要的功能。 安全注意事项 1.在线体运行过程中,不要将手、脚伸入滚筒 苏州中胜无动力滚18-12-19 19:11:45
无动力滚筒输送机是一种应用于自动化总装生产线的输送设备。其机械部分主要由机架、滚筒及导护边等几部分组成。根据产品工艺要求,人工推动传递,以完成需要的功能。 安全注意事项 1.在线体运行过程中,不要将手、脚伸入滚筒 苏州中胜无动力滚18-12-19 19:11:45 -
 红外线烘干线是一种利用红外线技术队炉内的产品和食品进行加温的设备,也是市面上比较常见的一种食品烘干线。传统的烘干线是采用燃煤和燃油当做燃料进行加热的。自能源危机以来,世界各国为提高能源使用效率与发展能源多元化,纷纷研发各种节约与替代能源技术21-12-14 17:54:01
红外线烘干线是一种利用红外线技术队炉内的产品和食品进行加温的设备,也是市面上比较常见的一种食品烘干线。传统的烘干线是采用燃煤和燃油当做燃料进行加热的。自能源危机以来,世界各国为提高能源使用效率与发展能源多元化,纷纷研发各种节约与替代能源技术21-12-14 17:54:01 -
 流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。优化23-10-24 10:09:02
流水线的优势1.整合生产工艺,可在流水线上布置多种工位,满足生产需求;2.可扩展性高,可根据工厂需求,设计符合产品生产需求的流水线;3.节约工厂生产成本,可一定程度上节约生产工人数量,实现一定程度的自动化生产,前期投入不大,回报 率高。优化23-10-24 10:09:02 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-10-24 15:15:02
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。流23-10-24 15:15:02 -
 皮带式流水线 特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。 差速输送流水线 特点:差速输送流水线采用倍19-07-23 17:34:01
皮带式流水线 特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。 差速输送流水线 特点:差速输送流水线采用倍19-07-23 17:34:01 -
 流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水19-07-23 18:20:01
流水线是在一定的线路上连续输送货物搬运机械,又称输送线或者输送线。按照输送系列产品大体可以分为:皮带线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。流水19-07-23 18:20:01 -
 由于汽车行业的特殊性,汽车线束的制造过程也比其他普通线束较为特殊。制造汽车线束的体系大致分两类:1.以欧美国家划分,包括中国:使用TS16949体系来对制造过程进行控制。2.以日本为主:如丰田、本田他们有自己的体系来控制制造过程。由于长度关23-10-24 13:36:01
由于汽车行业的特殊性,汽车线束的制造过程也比其他普通线束较为特殊。制造汽车线束的体系大致分两类:1.以欧美国家划分,包括中国:使用TS16949体系来对制造过程进行控制。2.以日本为主:如丰田、本田他们有自己的体系来控制制造过程。由于长度关23-10-24 13:36:01
被浏览过 5070749 次 版权所有:成都鑫睿能机电设备有限公司(ID:9824896) 技术支持:强帆
第13年
